铁型覆砂铸造灰铸铁制动鼓的生产控制
摘要:介绍了常用灰�������铸铁制动鼓铸件的产品要求,采用������铁型覆砂铸造生产灰铸铁制动鼓的工艺和生产实践,以及生产中的控制条件和注意事项。
关键词:灰铸铁;制动鼓;铁型覆砂铸造
近年来,汽车工业的发展为汽车零部件企业,特别是铸造����企业的发展提供了巨大的发展空间。汽车制动鼓是汽车鼓式制动器的主要零件,也是主要������的磨损消耗件,市场需求量巨大。
传统的制动鼓铸造方法采用粘土砂手工造型或机器造型,一般规模较小,产品供应配件市场的企业,还在使用手工造型生产;一些规模较大,主要为车轴厂配套的企业大都采用气动微震造型机组成的开放式 造型线生产。采用粘土砂铸造主要缺点是产品质量影 响因素多,生产控制难度大,往往造成铸�����造废品率居高不下。铸造废品一般以砂�������眼和缩松缩孔最多,占所有废品的70%以上,我公司下属五指石汽车配件厂与 德国BPW车轴有限公司进行合作,开发制造载重汽车制动鼓,采用铁型覆砂铸造技术生产灰铸铁制动鼓。采用铁型覆砂铸造工艺生产制动鼓,克服了传统铸造工艺的缺点,铸件冷却、凝固条件好,铸件的球化等级、晶粒大小、致密度等方面都有很大程度提高,改善了铸件综合力学性能,降�������低成本,提高产品生产率,同时减少了生产过程对环境的污染,实现了绿色铸造工艺,取得了明显的社会和经济效益。
1制动鼓铸件的产品规格
1.1外形及尺寸
灰铸铁制动鼓外形成锅形,一般**直径小于500 mm,高度250〜300 mm。制动鼓内侧为制动面,不加工,允许有直径不大于2 mm、深度不大于1.5 mm、底面清晰可辨、数量�����不超过3处、两缺陷间距為150 mm的缺陷存在。法兰安装面、螺栓孔、定位止口不允许存在铸造缺陷。
1.2化学成分、金相组织及力学性能
制动鼓作为一种摩擦制动件,要求有较好的强度、 耐磨性及散热性,传统上为了适应超载现象,选用材料为HT300,但近几年来参考国外产品的要求,在考虑强度的同时应有较低的制动噪音,降低环境污染,高碳 HT250材质成为制动鼓材料的主流。HT250制动鼓的化学成分如下:3.4%〜3.7% C、1.5%〜2.1% Si、0.6%~ 0.9%Mn、0.2%〜0.4%Gr、0.3%~0.��������5%Cu、P≤0.12%、 S ≤0.1%。
金相组织要求:基体组织为细片状珠光体≥95%, 游离碳化物≤1%,磷共晶数量≤4%,且分布均匀;考虑兼顾强度和散热性,要求石墨为A型片状石墨,石墨长度3〜5级。力学性能要求:试棒强度≥250 MPa,本体强度 220 MPa,硬度HB187〜241��������。
2制动鼓的铁型覆砂铸造工艺
汽车铸件的生产主要有普通湿砂型铸造、冷硬�����树脂砂型铸造、离心铸造和铁型覆砂铸造。而普通砂型和树脂砂铸造工艺存在工艺复杂、出品率低等缺点,本厂采用铁型覆砂铸造工艺。
铁型覆砂铸造是在粗成形的金属型(称为铁型)内腔覆上一薄层型砂而形成铸型,通过对铁型的重量、壁厚与覆砂层厚度的合理控制,使铸件的充型、凝固和冷却过程在一个比较理想的条件下完成,**限度地消除������产生铸造缺陷的因素,从而可大大提高铸件的质量。另外,铁型覆砂铸造采用覆膜砂造型,生产的铸件尺寸精度高,表面质������量好。由于铁型刚性好,没有退让性,冷却速度快,生产的铸件内部材质致密,废品率大大降低[2]。
制动鼓采用铁型覆砂铸造工艺,一般采用一型布置1件制动鼓,图2为制动鼓上下模型。法兰安装面朝上,采用顶注方式浇注。该工艺的优点是结构简单, 要求高的法兰面接近浇注系统,补缩效果好。浇注系统采用半封闭式,横内=1.3:1.7:1,在保证一定的撇渣�����作用下,减少对砂型的冲刷力。铁液从上部流入,易于充满,减少浇不足或冷隔现象,�����而且温度梯度也有利于补缩。
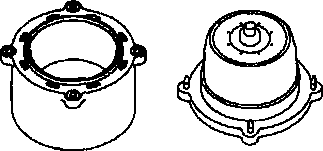
图1制动鼓上下铸型
根据制动鼓铸件的结构和特点,设计的铁型覆砂层厚度������控制在8~10mm,铁型壁厚20~30mm,使制动鼓浇注后的冷却速度控制在理想状态。
由于制动鼓工艺上������采用自来芯实现内腔,在造型时,下型包裹在模具内部,排气条件很差,因此在模型设计时,需��������要考虑设置排气装置。
3制动鼓的铁型覆砂铸造生产控制
生产制动鼓铸件采用封闭式�������的铁型覆砂铸造生产线,可连续生产,工艺流程见图3。生产线配套造型机、合箱机、翻箱机、出铸件机以及输送辊道,形成封闭的生产循环。生产线生产率为20型/h,配套熔炼设备为1.5 t中频炉。
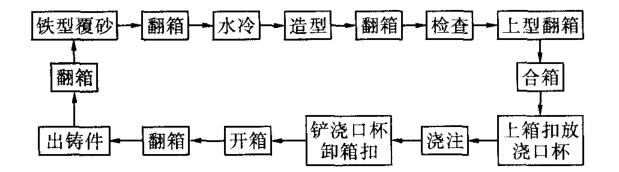
图2生产线工艺流程图
&nb������sp; 覆砂造型是铁型覆砂铸造生产的关键环节,一般采用射砂-热固化造型。采用双工位覆砂造型机,同时完成上、������下铁型的覆砂造型。造型时控制铁型温度 200〜250°C ,模型温度250°C左右。其中模型温度采用电热管加热,由造型机的温控系统控制,基本保持恒温状态。铁型温度利用浇注开箱后的余温,温度随着铁型循环的次数不断上升,若循环次数多,一般需要采用降温装置来调节温度。
造好型的铁型通过合箱机合箱。为了克服夹渣、夹砂等铸造缺陷,合箱时在浇注系统的分型面放置耐高温的纤维过滤网。合箱后在浇注段进行浇注,一般浇注温度控制在1 420~1 350 °C,每型的浇注时间控制在30s以内。浇注完成后,3������min左右去除浇口杯以便开箱。待冷却15 min左右即可在开箱机开箱。由于制动鼓内腔为圆柱形,且较深,开箱后铸件冷却收缩,而铁型基本没有退让性,因此制动鼓包裹在下型上,很难落下来,因此必须采用专用设备。
另外,由于铁型随制动鼓外型�����的原因,设计翻箱吊����轴时重心偏离较多,无法人工翻箱,因此铁型不设计吊轴,一般采用滚筒式电动翻箱机。
为了实现绿色铸造,优化工作环境,本工艺采用电加热,减少工艺过程中CO2和H2O的排出,减少对环境污染,同时采用回收废铁作为原料,降低产品成本。
4、生产中需要注意的其他事项
采用铁型覆砂铸造,一旦工艺确定后�������,生产过程的控制相对粘土砂铸造来说简单很多,在铁液质量保证下,生产的铸件质量比较稳定。制动鼓铸件生产过程中除了铁液质量引起的缺陷外,比较多的缺陷为砂型裂纹和粘砂。
裂纹的主要原因是覆膜�������砂在浇注过程中受热膨胀挤压造成,严重时会造成铁液钻入裂纹使砂型表面凸出,造成铸件缺肉而报废。解决的方法有两种:一是提高覆膜砂的强度;�����二是增大覆膜砂粒度范围,增加覆砂后的紧实度,从而也提高了强度。
粘砂层往往硬度较大,打磨闲难�������,粘砂严重的由于很难清理掉而造成废品。粘砂的机���理分为机械粘砂和化学粘砂,在制动鼓上两者都存在。 解决粘砂主要措施有:提高造型时的射砂质量,设计好模具的排气,使造型紧实;控制好模型、铁型的温度,特别是铁型的温度。制动鼓铸件的质量在70kg左右, 蓄热量较大,铁型吸热多,经过几个循环后铁型的温度会超过250°C,造型后的铁型在合箱、浇注等待过程中一直处于加热状态,覆膜砂颜色会变成深褐色,强度大大降低,容易造成冲砂和粘砂。
经过生产实��������践显示,利用铁型覆砂铸造技术生产灰铸铁制动鼓铸件比传统粘土砂铸造更有优势,主要表现在废�����品率低、组织致密、铸件尺寸精度高、表面质量好,质量影响因素少。在保证铁液质量,选好覆膜砂,控制好覆砂温度下,可实现批量稳定地生产,铁型覆砂铸造是生产灰铸铁制动鼓铸件较好的工艺之一。




