感应电炉生产灰铸铁缸体、缸盖的技术探讨
����� &nbs������p; 赵学清等
目前,铸造厂大多使用感应电炉熔炼铁液, 使用电炉熔炼铸铁,这样可以方便控制和调节铁液的温度与化学成分,熔炼烧损小,噪音和污染小,可以充分利用各种废切屑和废料,而且大块炉料时整块入炉重熔。但电炉熔炼的铁液收缩倾向大,白口倾向大,易产生������过冷石墨,所得铸铁的强度与硬度较高,如果工艺不合理,会显著增加铸件的渗漏废品,随着感应电炉应用的不断普及������,铁液的冶金质量越来越受到铸造行业的重视,获得优质铁液是铸造从业者共同追求的目标,高温纯净的铁液可以减少铸件的渣眼和砂眼,成分稳定且白口倾向小的铁液能够减少铸件的渗漏几率。
1 配料及熔炼工艺
1.1增碳剂+废钢生产合成铸铁
铸铁的组织和性能很大程度上取决于原材料的微观组织和质量。生铁中存在具有遗传性的粗大的过共晶石墨,在熔化过程中难以完全消除,使�����凝固过程中产生的石墨化膨胀作用削弱, 铸件的致密性降低,铁液收缩倾向增大,同时粗大的石墨还加大对基体����的割裂作用,降低材料的性能。随着铸造技术的发展,越来越多的铸造企业采用全废钢,用增碳的方法调整含碳量来生产合成铸铁,废钢的价格较生铁便宜,主要是在相同的化学成分下能获得更好的力学性能。
&nb��������sp;在生产合成铸铁时,增碳剂的选用非常重要,尤其对致密性要求高的薄壁高强度的缸体、缸盖铸件,一定要采用经过高温石墨化的增碳剂,增碳剂中S和N量是衡量增碳剂品质的重要指标。
����� 采用未经�������过高温石墨化的增碳剂,其杂质和灰分较多,并且需要较长时间才能扩散到铁液中。如果熔炼时间短,就会出现假增C的效果,即炉内铁液的上部分ω(C)量在范围内,下部分ω(C) 量低于要求的范围,这种铁液浇注铸件很容易出现缩松,经过高温石墨化处理的增碳剂,C原子从原来的无序排列状态过渡到片状石墨的有序排列状态,片状石墨才能成为石墨形核的**核心,从而促进石墨化。
未经过高温石墨化的增碳剂含有较多的������N 和S,会使铁液中ω(N )量增加。生产合成铸铁时加入大量废钢,废钢中也含有大量的N,使铁液 中ω(N)量升高,当铁液中ω(N)量超过0.0�������1%, 有可能导致形成N2气孔,尤其是当( N )量超过 0.014%时更甚。
1.2废钢的选用
废�����钢的来源要稳定,**是轻型车的冲压板材,为保证溶炼效率,打包压块后,块度**不超过300 mm×300 mm×400 mm。如果废钢来源不稳定,其中含有的杂物会使铁液中Pb�����)、ω( As)和 ω( A1 )M增高,影响缸体、缸盖铸件的性能,严重 时造成批量废品。
1.2.1 Pb的影响
微量的Pb就可以引起石墨形�����态恶化,随着 ω(Pb)量的增多,石墨由正常分布的A型开始变�����为蜘蛛状、爪状、刺刀状,并且石墨头部变尖,边缘变得粗糙不平,呈锯齿状,并出现分枝,形成闭合的环形石墨(如图1);当ω(Pb)量继续增加时,主石墨干上出现多条沉积的二次石墨,形成典型的魏氏石墨。
由于微量的P������b引起石墨形态的变异,使其对基体的割裂作用增强,因而强烈地降低灰铸铁的力学性能。
笔者公司经过多年对Pb元素的研究得出:当以生铁为主配料时,ω(Pb)量上限为0.000 8%;生产合成铸铁时,ω( Pb)量上限为0.001 5%否则缸体��������轴承座处的石墨就会变异,造成缸体的力学性能下������降,从而引起因材料不合格的废品。
1.2.2 As(砷)的影响
As在铸铁中是一种微量有害元素,影���响铸铁的显微组织。As元素的存在可促进灰铸铁形成D型石墨,使基体变成珠光体,改变灰铸铁的白口倾向等,导致铸铁力学性能降低。此外含As铸铁还容易产生缩孔、缩松、裂纹、偏析以及夹渣等铸造缺陷,使铸造生产的质量控制变得困难。
笔者公司原设定的ω( As)量为0.008 %,在采用增碳剂+废钢生产合成铸铁过程中,ω(As) 量最尚达到0.011 6%,为验证ω( As)量对灰铸铁缸体、缸盖力学性能的影响,����对ω( As)量超出 0.008 0%的铸件进行力学性�������能检测,检测结果如 表1、表2所7K。
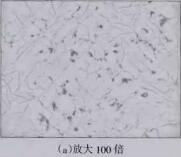

&nb�����sp; 图1 m,( Pb)量为0.003 3%�������时的石墨形态
技术要求缸体、缸盖的本体抗拉强度不低于 207 MPa�����,由表 1、表 2 可������见,ω(As)量在 0.008 1% ~0.011 6%的铸件力学性能和金相组织都满足技术要求。对ω(As)量在 0.012% ~0.013% 的 496 件缸体铸件进行气密性检测发现,仅有2件铸件出现渗漏,渗漏率为0.4%,渗漏率未出现异常升高说明As在这个范围内,不会增加铸件的渗漏废品。
通过试验验证1当ω(A�����s)量低于0.013% 时,灰铸铁具有较好的力学性能和冶金质量指标, 目前,笔者公司将ω( As)量控制在0.013%以下。
1.2.3 A1的影响
微量元素Al量在一定范围内并不会对发动机 缸体、缸盖铸件的质量产生影响,但当ω(As)量超 �����过一定范围后,就会产生H2气孔,使铸件报废。铁液中微量Al质量分数为0.01%~0.10%会发生如下反应:2A1+3H20 Al3O2+6H。如果铁液脱氧不好,而在金属的硬皮(或氧化膜)附近H的浓度又高,则有可能发生以�����������下反应:2H+FeO—Fe0+Fe,产生的水就附着在生长着的晶粒上,成为气泡的核心此后,凝固过程中析出的H和由界面侵入的H都向气泡核心集中,使气泡长大。气泡来不及逸出时,就成为H2气孔。
Al3O2+6H。如果铁液脱氧不好,而在金属的硬皮(或氧化膜)附近H的浓度又高,则有可能发生以�����������下反应:2H+FeO—Fe0+Fe,产生的水就附着在生长着的晶粒上,成为气泡的核心此后,凝固过程中析出的H和由界面侵入的H都向气泡核心集中,使气泡长大。气泡来不及逸出时,就成为H2气孔。
笔者公司曾出现过一炉次的康明斯4B缸体气孔缺陷,由于流水号是相连的,所以判定为同一炉次浇注的铸件。解剖发现,内部存在很明显的气孔,调查发现该炉次ω(Al)量 为0.079 6%。同�����时,又出现了2炉次的ω(Al)量异常的铸件,炉前光谱样检验ω(Al)量分别为 0.039 2%和0.0414%。这2炉次的铸件没有任何缺陷,加工后渗漏废品也正常,分析认为导致ω(A1)量升高的主要原因是压块废钢中含有A1制品,在溶炼过程中使微量元素升高。为防止此类缺陷的再次出现,笔者公司规定炉前ω(Al)量不超过0.040 0%。
1.3 SiC的使用
铸铁熔炼时加人SiC,对于灰铸铁,由于非平衡石墨的预孕育作用,可以提高共晶团大M形��������成�������与生长的温度(减小相对过冷度),有利于形成A 型石墨;还町以因晶核数量增多,使片状石墨细小,提高石墨化程度,减少白口倾向,从而提高力学性能。
在�����灰铸铁、球墨铸铁和可锻铸铁的生产过程中,SiC通过以下反应:SiC+FcO=Si+Fe+CO,降低 FeO和MnO在渣中的含量,从而净化铁液
由于SiC的溶点较高,加人SiC的时间是关键。如果加入时间太短,SiC未全部进行溶解扩散,其中未溶融的SiC会以颗粒状的形态存在于铁液中,在铁液浇注后反而会形成渣眼;如果加入时间太长,铁液经过长时间的熔炼后,SiC所形成的形核也会慢慢消失,只能起到简单的增Si 作用。因此,建议SiC的加入时间**是在中频炉熔融1/3炉料时,并且炉料已经化清时加入, 伴随着铁液的搅拌作用,SiC的扩散效果会更好。 笔者公司通过对不加和加1%的SiC原铁液三角试块检测,结果显示,加入SiC的原铁液白口宽度为6 mm,不加SiC的原铁液白口宽度为10 mm。由于SiC经过一系列的冶�������金反应,反应产物中非平衡石墨可作为石墨生长的有效核心,降低了原铁液的白口倾向。
SiC中含有69%���的Si�����,可以用于灰铸铁熔炼 时增Si,由于其价格比Si-Fe便宜,使用SiC还能在一定程度上降低生产成本。
1.4铁液的过热和高温静置
在一定范围内提高铁液的过热温度,延长高温静置的时间,������都会导致铸铁的石墨及基体组织的细化,使铸铁强度提高;另外,高温铁液在一定的时间下静置,由于氧化渣的密度比铸铁的密度小,铁液中的氧化渣随着铁液的翻滚,会浮到铁液表面,通过出炉前扒渣处理,可以减少铁液中的氧化渣,净化铁液。但过热温度过高,过热时间过长,铁液中的核心就会消失,增大原铁液的白口倾向。 笔者公司从2010年开始严格实施铁液过热工艺,经过长时间的探索和经验总结,认为感应电炉中 铁液的过热温度控制在1500-1530 °,过热时间为5~10 min**,此时浇注的铸件石墨细小,组织致密。
2孕育处理
孕育处理的目的是增加形核核心,促进石墨化,降低白口倾向。现代化工厂普遍�������采用出炉孕育+随流孕育2种孕育方式。
2.1出炉孕育
笔者公司出炉孕育是�����铁液出至转运包1/4 时随流冲人Si-Zr孕育剂。Zr在铁液中能生成 ZrC、AljZr、ZrN,增加析出和细化奥氏体枝晶,增
加石墨结晶核心,促进铁液石墨化,稳定获得铁素体基体,提高铸铁的强度。
通过多次试验对比,采用Si-Zr孕育剂比采用S�������i-Ba孕育剂的铸件本体强������度、硬度要高。
Si-Zr孕育剂中的Zr与N反应生成氮化物,降低铁液中的溶解N,抑制孕育衰退,减少N2气孔。废钢中有较多的N,当使用�����增C工艺时,废钢 比例大,使用Si-Zr孕育剂,能够减少铁液因此产生的缺陷。
N2气孔缺陷,外观极易与缩松缺陷混淆,在加工厂检验时,通常以铸件裂纹和漏气的形式表现出来。解剖后发现,渗漏部位有裂隙状的缺陷,即使�����该缺陷在加工过程中没有被发现,在发动机的使用过程中,此处将成为裂纹源,随着发动机使用时间的延长,裂纹扩散将造成发动机缸体工作失效。
铸造分公司曾将废钢比������例增大至60%,并采用Si-Ba孕育剂出炉孕育,铸件加工气密性检测时,渗漏废品高达3.3%,分析认为,主要是由于出现N2气孔而引起的异常,后来用Si-Zr孕育剂代替Si-Ba孕育剂,渗漏废品降低至1%以下。
2.2随流孕育
孕育衰退是孕育处理过程不容忽视的问题,相比出炉孕育,随流孕育铁液温度较低且孕育时间延后,从而明显减少孕育衰退现象,提高孕育效果。对于致密性要求高的灰铸铁缸体、缸盖,一般Si-Sr孕育剂的加入量为0.05%~0.1% Si-Zr孕育剂能有效促进共晶石墨化、减少铁液白口, ��������但不增加共晶团数,不增加铁液的缩松倾向,对降低铸件渗漏具有显著的作用。
笔者公司2008年以前采用的是出炉孕育+ 倒包孕育2种孕育方式,均为Si-Ba孕育剂,生产的康��������明斯4B缸盖渗漏废品率高达10%左右, 采用Si-Sr孕育剂进行随流孕育后,渗漏废品������率降低至3.52%。
2.3出炉补C工艺
铸铁在熔融状态下并非单相液体,而是存在着未溶解石墨和渗碳体的多相体。如果长时间�����过热或频繁送电搅拌,铁液趋向于热力学平衡状态,未溶解的渗碳体和石墨基团被溶解,铁液中由于浓度起伏出现新的C原子基团,这些C原子基团可能以渗碳体型占多数,从而增加了铁液的�������白口倾向,铁液中有效的形核核心减少,导致孕育的回应能力降低,冶金质量变差。
&�����nbsp; 在长期的生产过程中对熔炼时间与温度、 ω(C)量的变化进行数据统计(如表4、表5 )。由此可见,随着时间的加长、温度的升高,ω(c )量存��在减少的趋势,而且有的ω( C)量与炉前相差0.10%以上。
为减少由于长时间保温和送电,导致铁液中白口倾向增大和c损失造成的副作用,在出炉时加入一定量的增碳剂进行补C,其颗粒迅速扩散到铁液中,既可以弥补C的烧损,又可以增加铁液中的形核核心,起到一部分孕育的作用,补C 处理用的增碳剂吸收率一��������������般为70%~80%左右。
在同一炉次铁液�����中,通过出炉时加入0.06%的增碳剂进行微调,检验其白口层宽度,并于该炉次不增加增碳剂的铁液进行比对,结论为:随着感应电炉熔炼或保温时间延长,C存在烧损现象,如�����果出炉时进行一定的补C处理,可以有效降低白口倾向。产生一定的孕育效果。
结论
①冶金质量是生产优质铸件的根本保障, 形核核心是衡量冶金质量的重要指标
②感应电炉中加入一定量的SiC作预处理剂,增加铁液中的形核核心,降低白口倾向,并且能减少铁液中的氧化渣,起到������净化铁液的作用。
③生产合成铸铁时,一定要选用经过高温石墨化处理的增碳剂,并对废钢的来源进行严格管控。
④感应电炉中铁液的过热温度控制在1500〜1 53��������0°,�����过热时间为5~10 min**,此时浇注的铸件石墨细小,组织致密。
⑤大量使用废钢,通过增C工艺生产合成铸铁时,容易产生N2气孔,可以通过选用Si-Zr 孕育剂来消除N2气孔。
⑥出炉补�����C工艺,不仅能稳定炉后C的成分,更重要的是起到一定的孕育作用,增加了铁液中的石墨核心,降低铁液的白口倾向。





